

-

Products
Puede fabricar 26 series de productos, incluyendo bombas de circulación para grandes centrales eléctricas, bombas de condensación para grandes centrales eléctricas, bombas petroquímicas, bombas multietapa, bombas de aguas residuales y lodo, bombas multietapa autoequilibradas, bombas de doble succión y única etapa tipo split, y bombas centrífugas de succión simple y única etapa.
-

Cases
La elección de más de cientos de miles de clientes, cubriendo industrias como minería de carbón, metalurgia, química, energía, recursos hídricos, alimentos, municipalidades y protección ambiental, y exportando a Asia Sudeste, África, América y otros lugares.
-

Service
La empresa fue la primera en la industria en obtener las certificaciones internacionales del sistema de calidad ISO 9001:2008, del sistema de gestión ambiental ISO 14001 y del sistema de gestión de seguridad y salud ocupacional GB/T 28001, además de la certificación API 610 de la Asociación Estadounidense del Petróleo.
-

About us
La empresa, fundada en 1989, es una empresa nacional de alta tecnología integral que integra diseño, investigación y desarrollo, fabricación y servicios; actualmente es una empresa clave en la industria china de bombas centrífugas y una de las grandes fábricas especializadas.
-

Blogs
Con productos innovadores, calidad excepcional y servicios integrales, buscamos la verdad y la pragmática, avanzamos con iniciativa, y nos esforzamos por lograr el objetivo de ser "la marca líder en el campo de aplicación de bombas centrífugas en el país"! Raigada en Hunan, orientada a todo el país y hacia el mundo!
Do multi-stage mining pumps have a short service life and aren’t very durable? Zhonglian Pump Industry will tell you where the root cause lies.
Publication Date:
2026-03-10
Author:
Source:





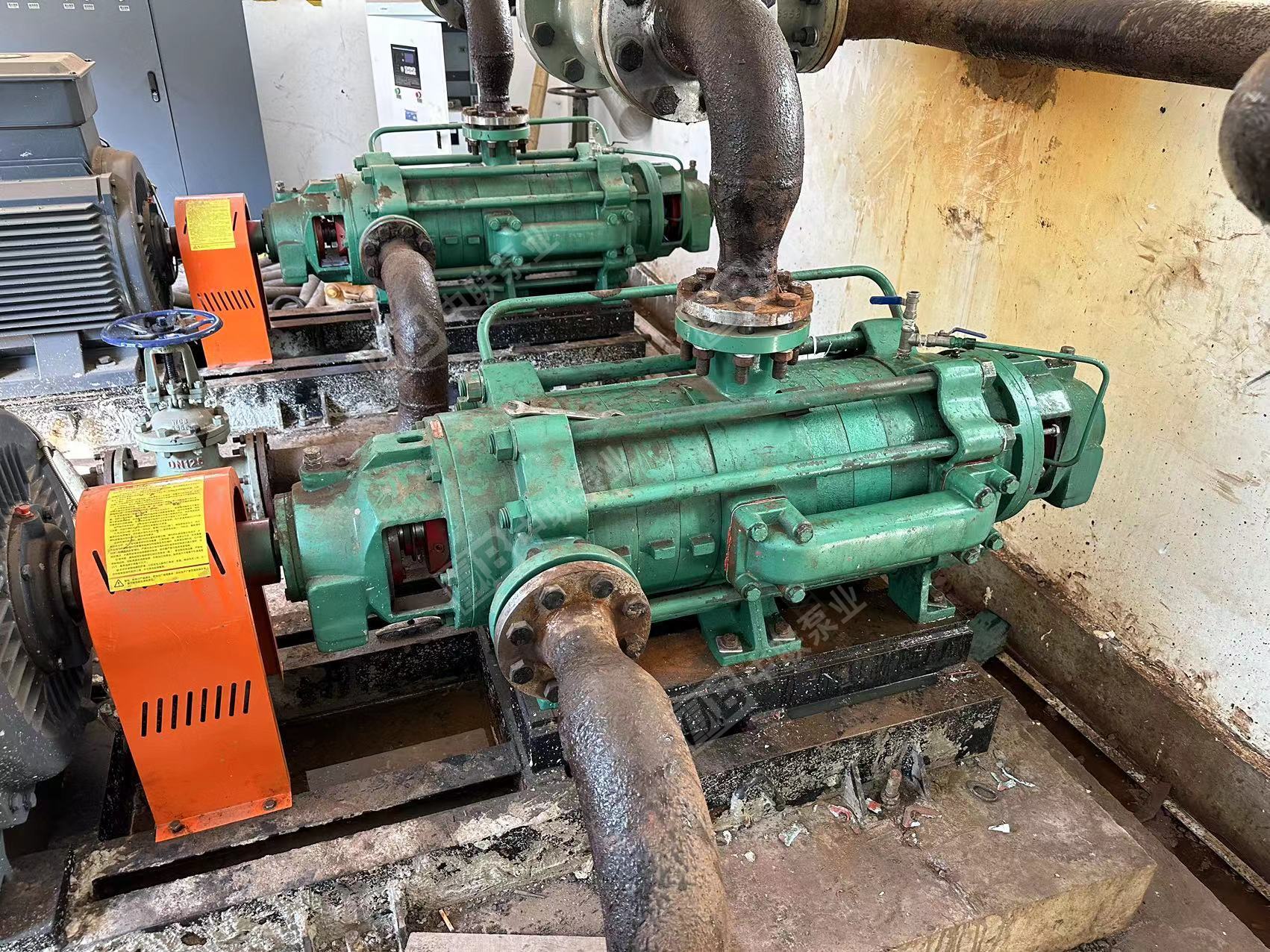
Multi-stage mining pumps (main drainage centrifugal pumps for mines) are the “lifeline equipment” of underground drainage systems in coal mines and metal mines, bearing the core responsibility of discharging underground water. They are currently available on the market… Mine drainage pump The best choice directly impacts mine safety in production, operation and maintenance costs, and production continuity. Its service life is not only influenced by end‑use factors such as material, operating conditions, and maintenance practices, but also hinges on the product’s manufacturing qualifications, structural design, and quality control during production—these are the decisive prerequisites. If the service life is short and the product doesn’t last, it’s time to investigate the underlying causes. In this article, Multistage pump Manufacturer Changsha Zoomlion Pump Industry Based on real underground mine operating conditions, this study systematically analyzes the core factors that affect the service life of multistage mining pumps from seven major aspects: material selection, manufacturing, core structure, operational condition matching, sealing performance, and installation quality.
1. Materials for Flow-Through Components: The Fundamental Guarantee for Mine Water Operating Conditions
The material is the first line of defense for multi-stage mining pumps in resisting mine water erosion and ensuring service life. Although mine water is primarily composed of clear water, it often contains fine coal sludge, rock dust, and sand; some mine waters even exhibit weak corrosivity. Prolonged operation can lead to continuous erosion and corrosion of components. If ordinary cast iron or low‑end carbon steel is used, issues such as rusting and widening of clearances are highly likely to occur, resulting in increased internal pump leakage, reduced efficiency, and a significant shortening of service life.
As a professional manufacturer of multistage mining pumps, Changsha Zoomlion Pump Industry selects specialized materials such as high‑wear‑resistant alloy cast iron and duplex stainless steel for its products, tailored to the unique operating conditions of mine drainage. Furthermore, it subjects core flow components—including impellers and guide vanes—to enhanced heat treatment, thereby boosting the wear resistance and corrosion resistance of these parts at the source and laying a solid foundation for the equipment’s long‑term, stable operation.
2. Manufacturing and Processing Techniques: The Fundamental Guarantee of Structural Strength
High‑quality manufacturing processes are the core support for realizing the design performance of multi‑stage mining pumps and ensuring their long‑term, stable operation, directly determining the inherent durability of the equipment. Casting defects, insufficient machining accuracy, and failure to meet rotor dynamic balancing standards can all exacerbate pump vibration during operation, increase component wear, and significantly shorten service life.
Changsha Zoomlion Pump Industry has established a rigorous, end-to-end quality control system: It employs precision casting technology to ensure that the flow passages are smooth and free of defects, thereby reducing turbulence-induced wear and the risk of cavitation; core components are machined throughout using CNC machining, with tight control over fit clearances and concentricity accuracy; all rotor components… 100% Complete full-speed dynamic balancing correction. By eliminating the root cause of vibration at the manufacturing stage, operating losses in bearings, seals, and flow components are significantly reduced, thereby extending the service life of the entire machine from the outset.
3. Core Structural Design: Axial Force Balance Is the Key to Longevity
The axial force balancing structure is the “heart” of multistage centrifugal pumps and the most critical factor determining the service life and maintenance frequency of mining multistage pumps.
Traditional balance-disc multistage pumps rely entirely on the balance disc to counteract axial forces. Fine silt and sand in mine water can easily enter the mating surfaces of the balance disc, causing rapid wear and excessive clearance, which in turn leads to a sharp increase in internal pump leakage, a drop in pressure and flow, axial movement of the pump shaft, excessive vibration, and frequent shutdowns for maintenance—resulting in a significant reduction in the overall service life of the pump.
Self-balancing multistage pumps: Although they address the issue of balance disc wear at its root, their complex structure, high machining difficulty, and elevated raw material costs result in persistently high procurement costs, placing significant financial pressure on mining enterprises.
Addressing this industry pain point, Changsha Zoomlion Pump Industry has uniquely developed a balanced disc–drum structure. This structure combines the dual advantages of both the balance disc and the balance drum. 90% The above axial forces are primarily borne by the balance drum, while the balance disc is responsible only for auxiliary, fine‑adjustment positioning. This significantly reduces the contact wear rate of the balance disc, extending the service life of its core wear parts compared to traditional multi-stage pumps equipped with balance disc designs. 3 More than double the performance, it thoroughly addresses the industry’s longstanding pain points of frequent repairs and rapid wear of balance discs. At the same time, this design is simpler than that of self-balancing multistage pumps, resulting in significantly lower machining and manufacturing costs. Under the same parameter conditions, its procurement cost is far lower than that of self-balancing multistage pumps, perfectly balancing mining enterprises’ dual core needs for equipment durability and procurement cost.
4. Operating Conditions and Parameter Matching: Avoid Long-Term Fatigue Operation
Whether the actual operating parameters of multi-stage mining pumps match their design operating points directly affects the equipment’s operational stability and service life. The inflow rate in underground mine shafts often fluctuates with the seasons and the progress of mining operations. If the pump’s flow rate and head deviate significantly from the actual operating conditions, the pump body will be forced into an abnormal operating state characterized by long-term overloading at high flow rates or surging at low flow rates, leading to intensified internal recirculation, excessive vibration, and unbalanced axial forces. This, in turn, accelerates wear on the impeller, bearings, and balancing mechanisms, resulting in a substantial reduction in service life.
Therefore, when selecting mining equipment, it is essential to accurately calculate the actual operating conditions. Changsha Zoomlion Pump Industry can, based on the mine’s mining depth and normal… / Based on factors such as maximum water inflow, pipeline layout, and mine water characteristics, we provide tailored, one‑to‑one selection solutions to ensure that the pump operates continuously within its high‑efficiency range, thereby avoiding additional losses caused by off‑design conditions and guaranteeing long‑term stable equipment operation from the very beginning of the selection process.
5. Reliability of the Sealing System: A Barrier Against Leaks and Protection for the Core
The sealing system is a core, wear‑prone component of multi-stage mining pumps and serves as a critical barrier for protecting the internal structure of the pump body and ensuring underground safety. Underground mine environments are often humid and dusty, with media containing fine silt and sand; if the sealing design is improperly selected or lacks sufficient reliability, media leakage and dust ingress are highly likely to occur. / Silt and sediment ingress into the bearing chamber can lead to severe failures such as bearing burnout, journal wear, and rotor seizure, directly shortening the service life of the entire machine.
Changsha Zoomlion Pump Industry’s multistage mining pumps are designed specifically for mine operating conditions and come standard with wear‑resistant mechanical seals tailored for mining applications. These seals utilize a silicon carbide–silicon carbide hard alloy friction pair and are equipped with dedicated flushing and cooling pipelines, effectively preventing fine silt and sand in mine water from damaging the sealing surfaces and causing wear. At the same time, depending on mine requirements, the pumps can be fitted with various seal configurations, including double‑end face mechanical seals and packing seals, significantly extending the service life of sealing components, reducing leakage failures, and protecting the pump’s core components.
6. Installation Quality and External Piping: The Foundation for Smooth Operation
The installation accuracy of multi-stage mining pumps and the design of their external piping systems are critical factors that many mining enterprises tend to overlook—yet they directly impact equipment lifespan. An unstable foundation, loose anchor bolts, or excessive misalignment between the pump and motor can cause continuous, severe vibrations in the pump body, leading to bearing damage, cracking of the pump casing, and bolt failure. Similarly, an improperly designed piping layout and excessive pipeline stress can subject the pump body to additional external forces, resulting in damage to the pump casing and flanges.
Changsha Zoomlion Pump Industry can provide customers with end-to-end installation guidance and pipeline layout optimization recommendations, helping mining enterprises standardize installations, eliminate pipe stress, ensure stable pump operation from the installation stage, reduce component damage caused by abnormal vibrations, and extend equipment service life.
7. Standardized Operations and Routine Maintenance: The Key to Controllable Lifespan
Standardized operations and routine maintenance are the most direct and controllable ways to extend the service life of multistage mining pumps. Failing to prime the pump and bleed air before startup, starting the pump under load, or frequently shutting it down can inflict irreversible damage on the rotor, bearings, and seals. Inadequate daily inspections, unaddressed clogged filters, and untimely bearing lubrication can allow minor issues to escalate into major failures, significantly shortening the pump’s lifespan.
The service life of multi-stage mining pumps is the result of the combined effects of numerous factors, including material selection, manufacturing processes, core structural design, operating condition matching, sealing performance, installation quality, and routine operation and maintenance. For mining enterprises, ensuring the safe and stable operation of underground drainage systems requires comprehensive, end-to-end management—from initial equipment selection and installation to ongoing operation and maintenance.
Changsha Zoomlion Pump Industry, as a company equipped with… Coal Safety Certification As a professional manufacturer of multi-stage mining pumps certified by the National Mine Safety Administration, our uniquely developed drum-type balance disc design perfectly resolves the longstanding tradeoff between durability and cost-effectiveness in conventional products, making it the top choice for high‑cost performance in main drainage applications underground in mines. In addition, we offer comprehensive operation and maintenance training, as well as full‑cycle after-sales technical support, helping mine operations and maintenance personnel establish standardized operating procedures and maintenance systems, thereby maximizing equipment service life while reducing operational and maintenance costs.
Previous:
Recommended Information




Related Products
Perhaps you also want to know?
Zoomlian Pump Industry
Address:No. 210, Environmental Protection Middle Road, Yuhua Economic Development Zone, Changsha City, Hunan Province China
All rights reserved © Changsha Zoomlian Pump Co., Ltd.
This website supports IPv4 IPv6 bidirectional access
Website construction:Zhongqi Power Changsha